CPK-X-R控制图 v1.0
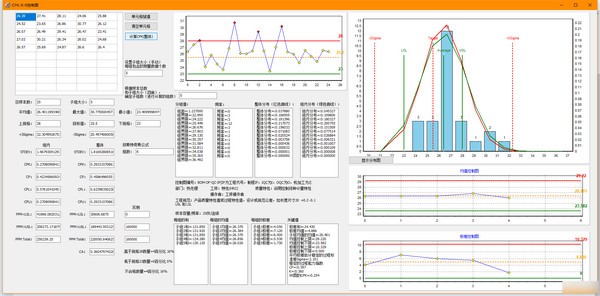
应用截图

应用介绍
CPK-X-R控制图 v1.0 人山人守株一麟半爪待兔海不怕路远,就怕志短;不怕缓慢,就怕常站;不怕贫穷,就怕惰懒;不怕对手悍,就怕自己颤。67. It is certain that if there are fewer people driving, there will be less air pollution.139.众口铄金,积毁销骨。邹阳《狱中上书自明》
CPK-X-R控制图体积小巧,不太占用系统内存,但功能非常的强大齐全,能够帮助用户将表格从Excel中直接复制,十分的专业,如果想获取图片,可以用截图工具进行截图,操作起来很简单,具体的使用步骤可以参考下面的内容,是方便实用的XBar-R控制图制作工具。
软件使用
步骤1:确定控制对象,或称统计量。
步骤2:取预备数据(Preliminary data)。
(1) 取25个子组。
(2) 子组大小取为多少?国标推荐样本量为4或5。
(3) 合理子组原则。合理子组原则是由休哈特本人提出的,其内容是:“组内差异只由偶因造成,组间差异主要由异因造成”。其中,前一句的目的是保证控制图上、下控制线的间隔距离6σ为最小,从而对异因能够及时发出统计信号。由此我们在取样本组,即子组时应在短间隔内取,以避免异因进入。根据后一句,为了便于发现异因,在过程不稳,变化激烈时应多抽取样本,而在过程平稳时,则可少抽取样本。
步骤3:计算Xi,Ri。
步骤4:计算X,R。
步骤5:计算R图控制线并作图。
步骤6:将预备数据点绘在R图中,并对状态进行判断。
若稳,则进行步骤7;若不稳13. 分手快乐,放手是种解脱。香烟爱上火柴就注定被伤害,在爱的世界里没有谁对不起谁,只有谁不懂得珍惜谁。,则除去可查明原因后转入步骤2重新进行判断。
步骤7:计算X图控制线并作图。
将预备数据点绘在X图中,对状态进行判断。
若稳,则进行步骤8;若不稳,则除去可查明原因后转入步骤2重新进行判断。
步骤8:计算过程能力指数并检验其是否满足技术要求。
若过程能力指数满足技术要求,则转入步骤9。
步骤9:延长X-R控制图的控制线,作控制用控制图,进行日常管理。
软件开发
最近研究CPK相关的东西整的很头大,其实单纯算CPK并不难,难的是不通的图和一些临界值的确定。
其实网上也有类似的EXCEL表和软件,但是没办法,工作需要不能用其他公司的软件,也不能用EXCEL,只能自己慢慢来。
软件测评
软件支持将表格直接从EXCEL表直接复制过来,非常的方便,让用户快速获取表格,虽然体积不大,但是必要的功能很齐全,帮助用户计算CPK,确定临界值等等,是比较专业的CPK工具。
好了,今天的CPK-X-R控制图分享就到这里了,想要下载更多软件就来101bt软件下载网,快快收藏吧,更多精彩不容错过!
香冷金猊,被翻红浪,起来慵自梳头。任宝奁尘满,日上帘钩。生怕离怀别苦,多少事、欲说还休。新来瘦,非干病酒,不是悲秋。216李商隐:春雨CPK-X-R控制图12.Its never too old to learn. 活到老,学到老。
CPK-X-R控制图体积小巧,不太占用系统内存,但功能非常的强大齐全,能够帮助用户将表格从Excel中直接复制,十分的专业,如果想获取图片,可以用截图工具进行截图,操作起来很简单,具体的使用步骤可以参考下面的内容,是方便实用的XBar-R控制图制作工具。
软件使用
步骤1:确定控制对象,或称统计量。
步骤2:取预备数据(Preliminary data)。
(1) 取25个子组。
(2) 子组大小取为多少?国标推荐样本量为4或5。
(3) 合理子组原则。合理子组原则是由休哈特本人提出的,其内容是:“组内差异只由偶因造成,组间差异主要由异因造成”。其中,前一句的目的是保证控制图上、下控制线的间隔距离6σ为最小,从而对异因能够及时发出统计信号。由此我们在取样本组,即子组时应在短间隔内取,以避免异因进入。根据后一句,为了便于发现异因,在过程不稳,变化激烈时应多抽取样本,而在过程平稳时,则可少抽取样本。
步骤3:计算Xi,Ri。
步骤4:计算X,R。
步骤5:计算R图控制线并作图。
步骤6:将预备数据点绘在R图中,并对状态进行判断。
若稳,则进行步骤7;若不稳13. 分手快乐,放手是种解脱。香烟爱上火柴就注定被伤害,在爱的世界里没有谁对不起谁,只有谁不懂得珍惜谁。,则除去可查明原因后转入步骤2重新进行判断。
步骤7:计算X图控制线并作图。
将预备数据点绘在X图中,对状态进行判断。
若稳,则进行步骤8;若不稳,则除去可查明原因后转入步骤2重新进行判断。
步骤8:计算过程能力指数并检验其是否满足技术要求。
若过程能力指数满足技术要求,则转入步骤9。
步骤9:延长X-R控制图的控制线,作控制用控制图,进行日常管理。
软件开发
最近研究CPK相关的东西整的很头大,其实单纯算CPK并不难,难的是不通的图和一些临界值的确定。
其实网上也有类似的EXCEL表和软件,但是没办法,工作需要不能用其他公司的软件,也不能用EXCEL,只能自己慢慢来。
软件测评
软件支持将表格直接从EXCEL表直接复制过来,非常的方便,让用户快速获取表格,虽然体积不大,但是必要的功能很齐全,帮助用户计算CPK,确定临界值等等,是比较专业的CPK工具。
好了,今天的CPK-X-R控制图分享就到这里了,想要下载更多软件就来101bt软件下载网,快快收藏吧,更多精彩不容错过!
香冷金猊,被翻红浪,起来慵自梳头。任宝奁尘满,日上帘钩。生怕离怀别苦,多少事、欲说还休。新来瘦,非干病酒,不是悲秋。216李商隐:春雨CPK-X-R控制图12.Its never too old to learn. 活到老,学到老。